|
Číselník strojů |
  
|
|
Číselník strojů |
|
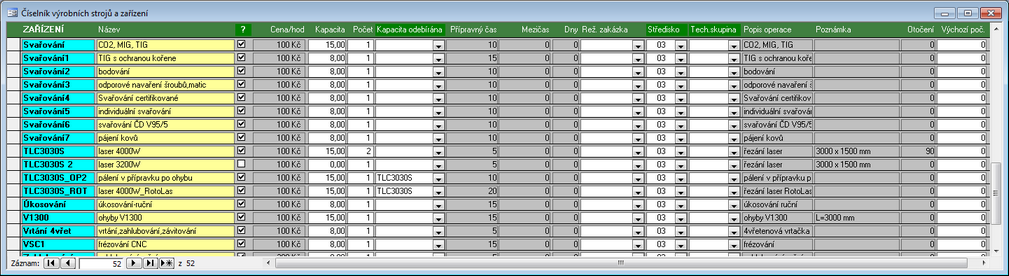
Číselník strojů
| ZAŘÍZENÍ | – kód stroje (max. 12 znaků). Vhodnou volbou kódu lze výrobu plánovat například obecně pro řezání laserem a při samotném odvádění operace uvést konkrétní stroj. |
![]() Od verze G6.34a lze uživatelsky změnit kód zařízení (Stroje). Změna se propíše do všech souvisejících tabulek systému. I do historických záznamů!!
Od verze G6.34a lze uživatelsky změnit kód zařízení (Stroje). Změna se propíše do všech souvisejících tabulek systému. I do historických záznamů!!
| NÁZEV | – popis stroje nebo zařízení pro lepší orientaci uživatele při výběru podle kódu |
| ? | – platnost. Možnost definovat „platné“ stroje a již nepoužívané stroje vyřadit (historická data tak zůstanou) |
| Cena/hod. | – hodinová sazba stroje pro výpočet ceny operace a tedy ceny výrobku. |
V souvislosti se změnami v Plánování výroby, jejichž výsledkem má být přesnější a snadnější plánování výrobních operací jednotlivých strojů (pracovišť) došlo i zde k nějakým změnám.
Výsledkem má být příprava podkladů pro detailní plánování především u strojů, kterých máte větší počet - technologický postup je připraven obecně pro 'Soustruh', ale ve skutečnosti máte tyto soustruhy tři stejné. I dosud s touto skutečností počítal, ale už nebylo možné nebo snadné, ovlivňovat kapacity každého jednoho stroje (konkrétního soustruhu).

Číselník strojů - počet strojů není volně editovatelný.
Počet strojů - není nyní volně editovatelný, číslo se vyplňuje automaticky.
Poklepáním na řádek stroje otevřete detailní kartu, kde na záložce 'Stroje' najdete detailní rozdělení podle počtu evidovaných strojů ...
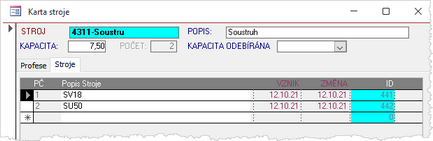
Karta stroje - detailní rozdělení počtu strojů.
| PČ | - pořadové číslo stroje. Uživatelsky needitovatelná hodnota, kterou systém využívá v dalších funkcích, kde potřebuje stroj (pracoviště) detailněji rozdělit. |
| Popis Stroje | - volitelné, uživatelsky editovatelné pole, kde si můžete srozumitelně označit, o který konkrétní stroj se jedná tak, abyste tomu vy a vaši pracovníci rozuměli. K dispozici máte 100 znaků textu. Popis se zobrazuje v dalších nástrojích pro plánování pro snadnější identifikaci. |
Doplněním popisu na další volný řádek, přidáte do systému další "kus" daného stroje, a počet strojů v číselníku se automaticky navýší.
Smazáním libovolného z uvedených řádků (vyřazení konkrétního stroje) dojde opět automaticky k úpravě počtu strojů v číselníku.
| Kapacita | - další pole ovlivňující kapacity dostupné pro Plánování výroby. |

Číselník strojů - kapacita stroje není volně editovatelná.
Pole je editovatelné v případě, že nechcete využít možnosti definovat pro stroj jeho Typickou směnu - pracuje-li pouze v ranní směně, pracuje se na něm na dvě nebo tři směny ... atd. Tuto informaci může následně systém využít při hromadném plánování kapacit firmy a tím vám zjednodušit práci s přípravou tohoto plánu.
Jestliže tuto směnu z Číselníku směn vyberete (můžete jich vybrat i více současně - typicky při práci na směny), naplní se pole hodnotou odpovídající definici příslušné směny, případně součtem hodnot vybraných směn, a stane se dále needitovatelným.
Smazáním hodnoty v poli 'Typická měna' se kapacita stroje vynuluje (!), a uvolní se pro editaci - pak můžete kapacitu stroje opět volně zapsat.
![]() Nulová výchozí kapacita může při absenci dalšího upřesnění zapříčinit odsunutí zakázky o celý rok (technická pojistka proti zacyklení funkce).
Nulová výchozí kapacita může při absenci dalšího upřesnění zapříčinit odsunutí zakázky o celý rok (technická pojistka proti zacyklení funkce).
![]() Z důvodu maximální přesnosti plánování DOPORUČUJEME využít status 'Typická směna'.
Z důvodu maximální přesnosti plánování DOPORUČUJEME využít status 'Typická směna'.
![]() Z Číselníku strojů můžete nyní rovnou otevřít grafický nástroj pro naplánování výrobních Kapacit jednotivých strojů (pracovišť).
Z Číselníku strojů můžete nyní rovnou otevřít grafický nástroj pro naplánování výrobních Kapacit jednotivých strojů (pracovišť).
![]() Z Číselníku strojů můžete nyní také otevřít grafický nástroj, který vám ukáže strukturu vazeb mezi pracovišti a zaměstnanci = propojení Stroje - Profese a konkrétního Zaměstnance.
Z Číselníku strojů můžete nyní také otevřít grafický nástroj, který vám ukáže strukturu vazeb mezi pracovišti a zaměstnanci = propojení Stroje - Profese a konkrétního Zaměstnance.
| Kapacita odebírána | - vazba mezi stroji, které nemohou pracovat současně. V našem příkladu stroj TLC3030S_ROT je ve skutečnosti dočasně upravený stroj TLC3030S. Probíhá-li tedy výroba na TLC3030S_ROT nemůže současně probíhat i na TLC3030S. Jejich kapacita se tedy vzájemně ovlivňuje. |
| Přípravný čas | – čas potřebný k přípravě a spuštění stroje. V kalkulaci se započítává jednou na celou výrobní dávku. Při odvádění výroby se započítává ke každému jednotlivému odvádění (lze v konkrétních případech – práce přes více směn - vypnout). |
| Mezičas | - čas v minutách, který se vkládá za operaci. Další operace začíná až po uplynutí tohoto mezičasu. Nemá vliv na kalkulaci výrobku. |
| Dny | – technologická přestávka pro plánování výroby. Například po lakování je třeba nechat výrobek 1 den schnout, než může pokračovat další operace. Tuto hodnotu lze pro konkrétní výrobek následně změnit. Hodnota uvedená na výrobku má v plánu výroby přednost. |
| Režijní zakázka | – přidělení konkrétní režijní zakázky pro odvádění režijních činností (údržba, odstávky, porucha ...) |
| Středisko | – přiřazení stroje na konkrétní středisko. Lze využít následně třeba při tisku dokumentace „po střediscích“. |
| Technologická skupina | – pomocné třídící kriterium. |
| Popis operace | – přebírá se jako výchozí text do popisu operace při tvorbě technologického postupu. |
| Poznámka | – poznámka uživatele. Nikde dál se nevyužívá. |
| Otočení | – čas potřebný k výměně materiálu při velkosériových zakázkách |
| Výchozí poč. | - údaj pro zákaznickou úpravu systému. Pro ostatní nemá význam. |
| Typ Odv. | - volba režimu odvádění výroby (Stop nebo Start-Stop) |
| PHV | - příznak označující operaci při, které dojde k naskladnění polotovaru nebo výrobku, přičemž tato operace nemusí být nutně poslední. Pokud v technologickém postupu konkrétního výrobku není použita žádná operace s příznakem PHV, je takto označena v rámci výrobního rozpadu automaticky poslední operace polotovaru nebo výrobku. |
Priorita stroje pro Plánování výroby
Máte málo pracovníků-specialistů? Jeden pracovník má "dovednost" (profesi) ovládat více strojů a při plánování se vám stává, že Plánování výroby použije pracovníka na jiný stroj, který má sice hodně práce, ale není pro vás prioritní? Systém totiž nejprve plánuje Stroje (pracoviště), které mají největší koeficient poměru objemu práce a výrobní kapacity - a k nim pak přiděluje pracovníky.
Na druhé straně ale máte pracoviště, které potřebujete naplnit maximálně, nebo co nejdříve, aby další operace mohly pokračovat - jenže na ně už systému "nezbyly" pracovníci ...
Tuto situaci můžete řešit v Číselníku strojů zadáním priority ke stroji. Systém pak změní své chování v tom smyslu, že nejprve plánuje Stroje s vyšší prioritou a teprve při shodě priority použije dotřídění výše zmíněným koeficientem.

Číselník strojů - možnost ovlivnit s jakou Prioritou je stroj zařazen do proudu plánování.
Výchozí hodnotou je "0", a čím vyšší číslo, tím dříve je v rámci dne stroj plánován a dostane přiděleného pracovníka.